











































News


 电商部
电商部  2026-04-07 15:10:04
2026-04-07 15:10:04 Industrial Grade Memory Module vs. Consumer RAM: What's the Difference?
Industrial grade memory modules are engineered for reliability in harsh environments, setting them apart from consumer RAM designed for desktop computers.
1. Core Definition and Target Applications
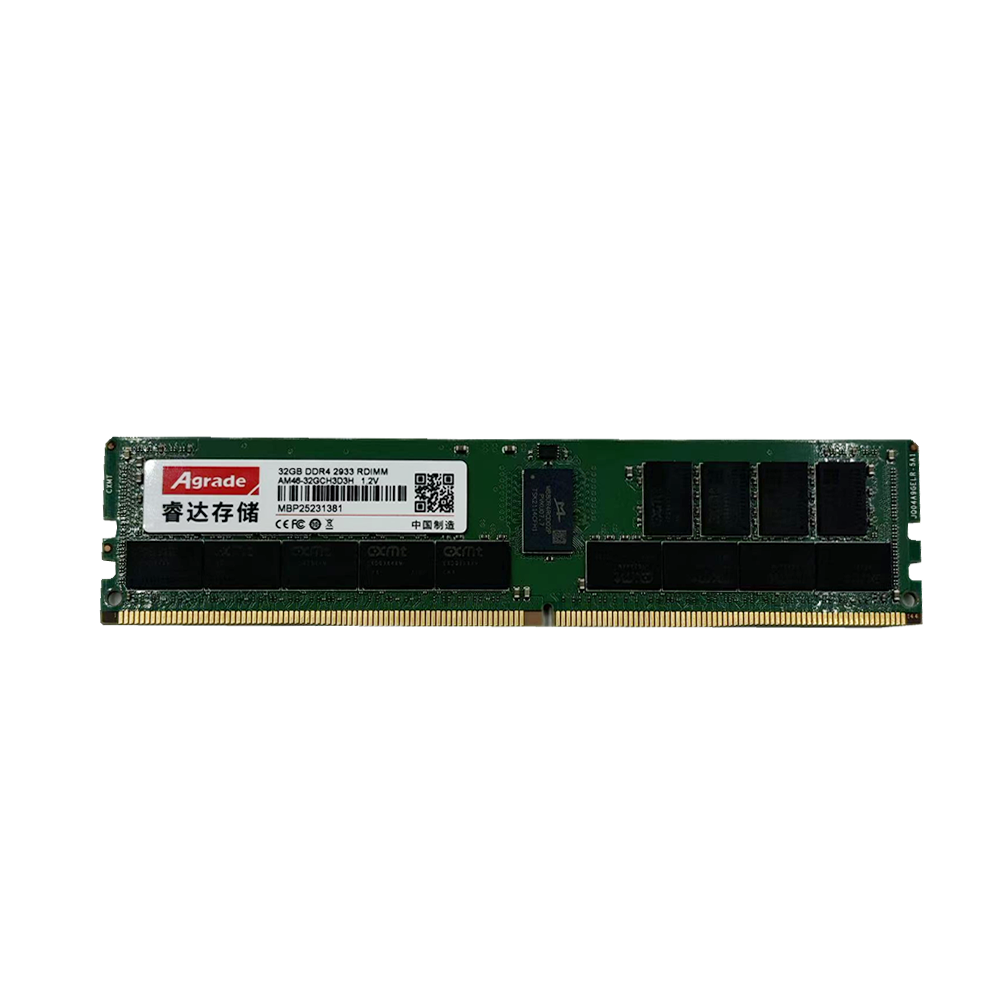
An industrial memory module is built with industrial-grade DRAM components, supporting wide temperature operation (-40°C to 95°C) and extended reliability features. These modules are deployed in industrial automation, medical equipment, telecommunications, military systems, and transportation—anywhere system uptime is mission-critical.

2. Key Differentiating Features
Component Selection: Industrial modules use rigorously screened DRAM chips that pass temperature cycling and burn-in tests. Consumer modules may use lower-grade chips.
PCB Quality: Industrial memory uses 8-10 layer PCBs with thicker copper traces and better signal integrity.
Reliability Features: ECC (Error Correcting Code), anti-sulfuration resistors, and underfill technology for vibration resistance.
Longevity: Industrial memory supports 7×24 continuous operation with MTBF exceeding 2 million hours.
3. Why Consumer RAM Fails in Industrial Settings
Consumer RAM lacks the thermal tolerance, vibration resistance, and error correction required for factory floors, outdoor installations, or medical devices. In these environments, consumer modules may fail within months, while industrial modules operate reliably for a decade or more.
Selecting industrial grade memory is an investment in system stability and data integrity, not merely a component purchase.

-
Products
Advantages
-
Solutions
-
News
About us
-
Contact us
Tel:+86 19926658803
Whatsapp:+86 19926658803
lianle1210@163.com
Address: 30CF, Caihong Building, Caihong Road, Futian District, Shenzhen City, Guangdong Province, China

Friendly Links:
